Вибір зварювального струму
Зварювальний струм вибирається з врахуванням товщини металу, який підлягає зварюванню, і діаметру присадки. Для простоти розрахунків можна використовувати таблицю, яка була наведена вище, в розділі, де говорилося про налаштування агрегату. Також при виборі оптимальної сили струму слід пам’ятати правило: чим вище сила струму, тим глибше виходить шов, і тим швидше можна переміщати електрод. Тому потрібно добитися ідеального співвідношення швидкості руху присадки і сили струму, щоб шов мав необхідну опуклість і глибину, достатню для гарного зварювання кромок деталей.
Рада! Після підключення до апарату нових кабелів, що не перевищують рекомендовану довжину, потрібно виміряти зварювальний струм, щоб дізнатися його значення і при необхідності відкоригувати.
Що таке зварювальна ванна
Зварювальний шов представляє з’єднання, яке утворюється при нагріванні металу до розплавленого стану. Процес зварювання здійснюється за допомогою електрода, який складається з двох частин.
- Серцевина, яка представляє металевий стрижень.
- Спеціальне покриття, яке запобігає попаданню кисню в зварювальну ванну. Всі електроди виготовляються з металів, що володіють високою токопроводимостью. Це необхідно для того, щоб електричний струм прямував саме до місця зварюваного шва.
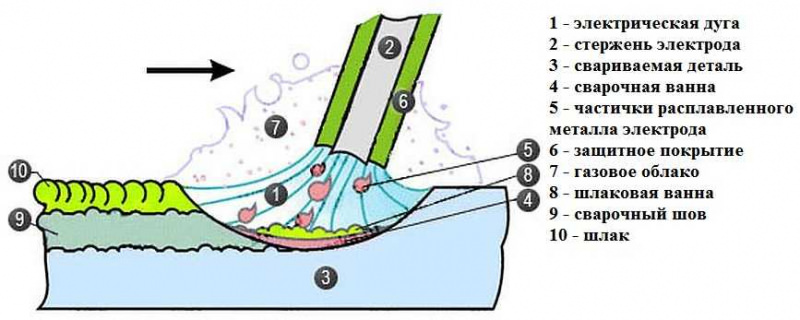
Хоча сам процес електричного зварювання досить складний, в цілому його можна представити наступним чином.
- Електрод здійснює контакт зі зварюваної поверхнею;
- Під впливом високих температур обмазка стрижня починає плавитися.
- Даний процес супроводжується виділенням газу, який обмежує потрапляння кисню до зварюваного ділянки;
- Розплавлене покриття залишається на поверхні шва і захищає його від попадання кисню після завершення робіт. Такий розплавлений шар називається шлаком.
Сама зварювання металу — дуже складний процес. При його проведенні необхідно знати безліч тонкощів. Якість шва залежить від цілого ряду факторів. Один з них – обидві зварюють деталі повинні бути рівномірно прогріті до однакової температури. Наплавлення металу має проходити так, щоб валик рівномірно розплавився в різні сторони. Крім того, потрібно враховувати той факт, що електрод під час зварювання плавиться, і дуга постійно переміщається у бік шва. Тому потрібно постійно злегка наближати його ближче до деталей. Виконання широкого шва теж має свої специфічні особливості. Для цього необхідно навчитися зварюванні колами або зигзагами.
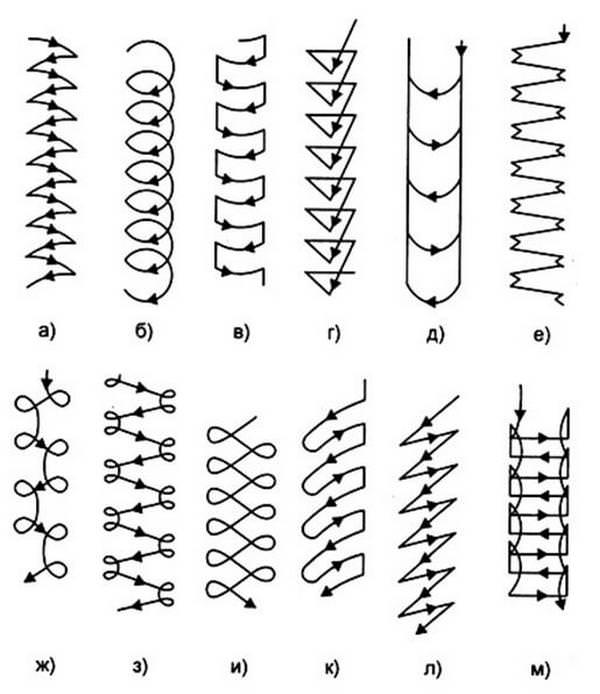
Варіанти переміщення електрода при зварюванні