Підготовка сердечника до зворотного збірці
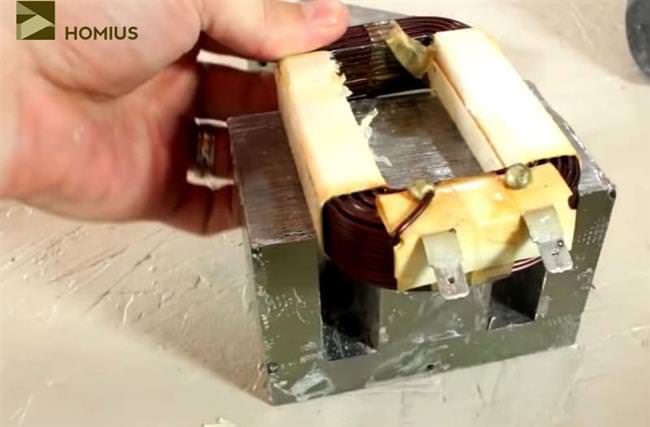
Перш ніж приступати до зворотного складанні, необхідно ретельно очистити сердечник від старого лаку та клею. Чим акуратніше буде виконана ця робота, тим простіше на місце встане первинна обмотка. До того ж, старий лак може при складанні її пошкодити.

Очищений і підготовлений до зворотного збірці сердечник
Приступаємо до збірки понижуючого трансформатора для апарату точкового зварювання
Першим ділом акуратно встановлюємо первинну обмотку на місце вторинної. Якщо вона сідає досить туго, не варто прибирати склотканина з жил (в рідкісних випадках це може бути папір). Це загрожує пошкодженням ізоляційного лаку. Краще трохи постукати прямо по обмотці тієї ж гумовою киянкою (тільки без фанатизму). Якщо і це не допомагає, значить, з сердечника не до кінця очищений старий лак і клей.
При установці первинної обмотки потрібно бути гранично акуратним
Вибираємо кабель для вторинної обмотки трансформатора
Коли первинна обмотка встала на місце, необхідно підібрати товстий гнучкий мідний кабель для вторинної. Ідеально підійде шматок зварювального кабелю в товстій ізоляції. Такі можна знайти в «запасниках» гаражів. Вони проводилися раніше. Зараз ізоляція зварювальних кабелів дуже тонка. Але при відсутності старого, можна використовувати і такий.

Це вже готовий відрізок зварювального кабелю, який я використовував при складанні
А ось в обтиску наконечників буде полягати основна складність. Для цих цілей використовується досить великий кримпер, який часто можна знайти лише на виробництві. Тут доведеться звертатися до фахівців. Запам’ятайте, що ні в якому разі не можна обжимать наконечники за допомогою молотка і зубила. По-перше, таке з’єднання буде ненадійним, а по-друге, нещільний контакт при високих струмах дасть дуже сильний нагрів, в результаті чого апарат може просто вибухнути.

Виробничий кримпер – найкращий варіант для обтискача наконечників
Укладаємо саморобну вторинну обмотку
Укладаючи зварювальний кабель, майте на увазі, що витки (їх має бути всього два) повинні лежати щільно. Від цього також залежить величина нагріву вторинної обмотки в процесі експлуатації. Але найчастіше подібний кабель нещільно укласти не вдається – не дозволяє простір, що залишився.

Акуратно укладаємо два витка зварювального кабелю – це і буде вторинна обмотка
Приступаємо до остаточної зборки понижуючого трансформатора для точкового зварювання
Тепер потрібно поставити на місце платформу, яка була отпилена, і затиснути вихідний трансформатор в лещата для більшої щільності зіткнення металу сердечника. Зворотне з’єднання можна зробити за допомогою тієї ж зварювання. У мене, на момент складання, сварочніка не було, а тому я скріпив деталі сердечника, проклавши по контуру шар епоксидного клею. Вийшло не гірше.

Сдавив платформу і сердечник в лещатах, промазуємо шви епоксидним клеєм
Проміжна перевірка трансформатора перед початком складання апарату
Настав час перевірити, що вийшло. Для цього на наконечники первинної обмотки потрібно подати напругу 220 в, а з вторинної обмотки мультиметром знімаємо напругу, виставивши перемикач в режим перерви. В моєму випадку вийшло, що напруга на вторинній обмотці одно 2,106 ст. Провівши нехитрі обчислення, можна визначити, що при такому сильному зниженні напруги, сила струму зросла приблизно до 800 А. Такі показники практично ідеальні для гаражного апарату контактного зварювання.

Мультиметр показав, що ми досягли бажаного результату