На цей раз в нашій рубриці «Історії» досить незвичайна тема, яка може зацікавити багатьох гаражних майстрів. Присланий Максимом Віталійовичем Копытовым з міста Володимир звіт про виконану роботу по виготовленню апарату для точкового зварювання, вразив своєю развернутостью – кожен крок у ньому підкріплюється фотографією.
Придбання апарату для точкового зварювання – досить дороге задоволення, яке не кожному по кишені. Саме тому я вирішив кожен етап самостійного виготовлення такого обладнання зафіксувати на фото. Це не перший мій досвід складання, а тому я сподіваюся, що зможу детально пояснити навіть початківцям майстрам, як зібрати подібний агрегат зі старої мікрохвильовій печі, не витративши на це ні копійки. Отже, приступимо.

Розбираємо мікрохвильовку, демонтуємо потрібні нам деталі
Природно, основне, що нам необхідно, це трансформатор. Варто відзначити, що підійде навіть той, у якого згоріла вторинна обмотка – вона у нашій роботі зовсім не потрібна. Перевірити цілісність первинки можна за допомогою звичайного мультиметра, виставивши його перемикач на звуковий сигнал при короткому замиканні. Думаю, що якщо людина задумав самостійно збирати апарат, то з тестером він вже точно знаком.
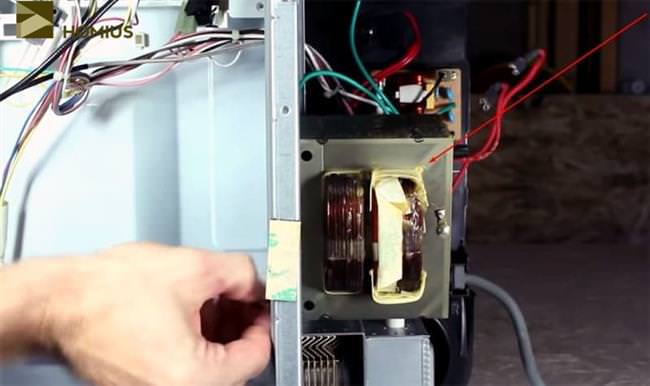
Демонтуємо зі старої мікрохвильовій печі високовольтний трансформатор
Відкрутивши 4 гвинта, витягуємо трансформатор. Якщо його поставити на платформу, то виявиться зверху вторинна обмотка, яка нам не потрібна. Її легко визначити по що йде від неї червоним проводах. Їх, до речі, можна відразу відкусити.
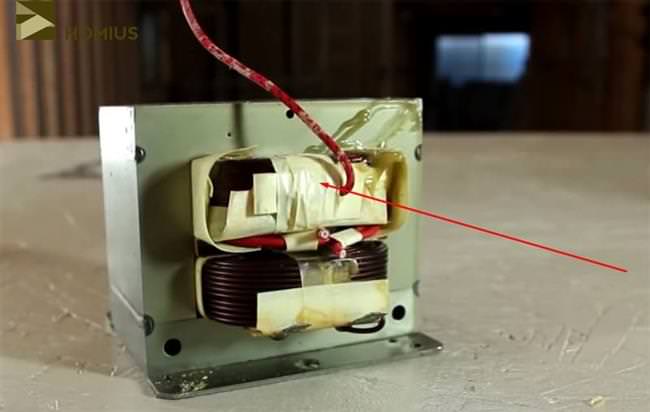
Зверху знаходиться вторинна обмотка, яку треба прибрати