Труби з поліетилену діаметром 2-120 см часто використовують для прокладки водопроводів, газопроводів, обладнання зливової каналізації. Вони є довговічними, стійкими до корозії, мало важать, легко монтуються. Для з’єднання виробів застосовується зварювання. Вона може бути різних видів. Найбільш популярна стикове зварювання труб з поліетилену. Вона забезпечує отримання герметичного і естетичного на вигляд шва.
Зазвичай для прокладки магістралі наймають фахівців. Але, погодьтеся, послуги професіонала коштують недешево? До того ж, не всі майстри є сумлінними і відповідально підходять до виконання замовлення. Якщо є певні знання і навички, то можна виконати роботу самостійно. Це дозволить заощадити гроші і гарантує якісний результат.
Ми розповімо про технології проведення зварювання поліетиленових труб стикових методом, наведемо докладний алгоритм дій, дамо посилання на нормативні документи і поради, якими варто керуватися при виконанні такої роботи.
Як виконати стыковую зварювання?
Стикова зварювання сьогодні популярна. Цей метод використовується не тільки в промисловості, але і в побуті. Її застосовують для з’єднання однорідних заготовок. Зварювання встик має ряд переваг, порівняно з іншими технологіями.
Для її проведення не потрібні муфти та інші елементи. Це дозволяє непогано заощадити гроші на покупку додаткових матеріалів. Застосовувана технологія забезпечує збереження показників гнучкості та міцності. З її допомогою можна з’єднати відрізки виробів різної довжини. При цьому міцність в місці зварювання не нижче, ніж на інших цільних ділянках.

Стикова зварювання труб відноситься до неразъемным варіантами з’єднання. Вона може виконуватися за різною технологією. Оптимальний спосіб вибирається, виходячи з матеріалу виготовлення магістралі
Стикова зварювання може виконуватися шляхом оплавлення і опору. Кожен з варіантів має свої особливості, плюси і мінуси.
Зварювання методом оплавлення
Суть зварювання цим методом полягає в тому, що стики труби оплавляються під впливом нагрітого інструмента до вязкотекучести. Потім торці з’єднуються під тиском і витримуються до повного охолодження. У результаті виходить герметичний шов.
Щоб з’єднання було якісним, необхідно щільно притискати відрізки вироби після нагрівання. Застосування сучасного обладнання дозволяє частково автоматизувати і спростити таку роботу. З його допомогою операція з’єднання труб методом оплавлення проводиться в найкоротші терміни.
Зварювання методом опору
Суть стикового зварювання опором в тому, що краї труб притискаються до електродів, які оснащені спеціальними губками. Це забезпечує високоякісний електричний контакт. Виключено прослизання матеріалу між електродами.
Потім дві труби щільно один до одного притискають і фіксують. Далі подають зварювальний струм. Контактуючі ділянки матеріалу розплавляються і під тиском з’єднуються в одне виріб. Отримана конструкція володіє невисокою стійкістю до окислення в ході експлуатації. Це істотно обмежує сферу її застосування.
Зварювання методом опору зазвичай використовується для з’єднання тонких деталей з низьковуглецевої сталі (труб, стержнів, дроту). З її допомогою також зварюють мідні, бронзові та латунні елементи
Зварювання опором підходить тільки для труб з малим перетином. Тому на великому виробництві, для прокладки великих магістралей її застосовують рідко.
Що вибрати для поліетиленових труб?
Часто для прокладки трубопроводу використовують поліетиленовий матеріал. Це пояснюється невисокою ціною і відмінними експлуатаційними характеристиками.
Варто пам’ятати про те, що поліетилен є діелектриком. Тому він, на відміну від металу, не проводить струм. Для з’єднання виробів з нього рекомендується застосовувати метод оплавлення. Способом стикового зварювання опором на поліетилені зробити шов не вийде. Потрібно використовувати обладнання, яке нагріває зрізи двох деталей.
Зварювання методом оплавлення поліетиленових труб має ряд особливостей. По-перше, деталі підводяться один до одного на невеликій швидкості. По-друге, напруга протягом усього процесу залишається незмінним. По-третє, зникають всі мікронерівності завдяки рівномірній подачі з’єднуваних елементів. В-четвертних, для забезпечення максимальної контактної площі відбувається розплавлення поверхні заготовки.
Чи можна виконати зварювання самостійно?
Прокладка поліетиленової магістралі шляхом стикового зварювання має свої особливості і відмінності від інших методів з’єднання двох виробів.
Для її проведення потрібні певні знання і досвід. В іншому випадку, конструкція вийде низькоякісної і недовговічною.

Стыковую зварювання своїми руками можна виконати. Але для цього потрібно знати суть і особливості даного процесу. Важливо наявність навичок зварювання. Інакше можна лише зіпсувати поліетиленові труби і даремно витратити час
Стиковий метод зварювання непростий в реалізації. Не у кожного виходить виконати з’єднання труб якісно з першого разу. Якщо немає знань і навичок у сфері зварювання, то краще для прокладки магістралі звернутися до професійного майстру. Але за роботу йому доведеться заплатити значну суму.
Якщо людина раніше проводив зварювання іншими методами, наприклад, электромуфтовым, то він, швидше за все, зможе освоїти і стыковую технологію. Тому має сенс спробувати провести з’єднання поліетиленових труб самостійно. Але потрібно враховувати, що технологія стикового зварювання складніше, ніж у випадку з’єднання поліетиленових труб электромуфтой.
Щоб виконати роботу якісно своїми руками, потрібно мати спеціальне обладнання. Його можна взяти напрокат. Це буде набагато дешевше, ніж купувати новий або б/у апарат. Важливо знати покрокову інструкцію зварювання встик оплавленням і чітко її дотримуватися.
Інструкція по стиковому зварюванні
Зварювання встик за технологією оплавлення використовується для з’єднання поліетиленових виробів, зокрема труб. З її допомогою також виробляють монтаж фітингів та інших деталей.
Для важкодоступних, складних ділянок подібний метод не використовується. У подібних випадках більше підходить электромуфтовая зварювання.

Завдяки стиковому зварюванні можна досить швидко створити водопровідну магістраль. При цьому конструкція вийде акуратною на вигляд і міцною. Можна не боятися про виникнення течі в місці з’єднання
Щоб зварювання встик пройшла успішно і шов вийшов акуратним і міцним, необхідно дотримуватися певного алгоритму дій.
Покрокова інструкція наведена нижче:
- Підготувати зварювальне обладнання.
- Організувати необхідні умови.
- Підготувати труби.
- Провести зварювальні роботи.
- Дочекатися охолодження матеріалу і фіксації результату.
Кожен з цих етапів має свої особливості, правила проведення. Про них ми розповімо нижче більш докладно.
Підготовка зварювального обладнання
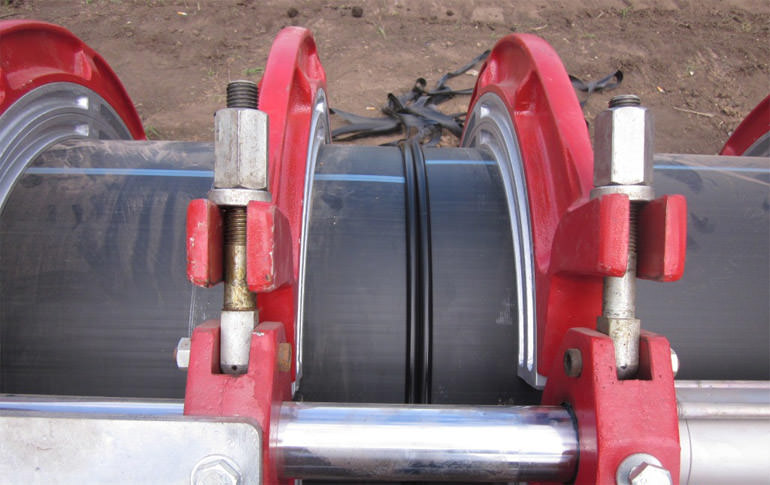
Для зварювання двох відрізків поліетиленових труб методом стикування необхідно спеціальне обладнання. Воно центрує, торці, розплавляє і з’єднує під потрібним тиском краю виробів.
Сучасний ринок пропонує широкий вибір таких апаратів. Є пристрої з механічним, гідравлічним приводом та ті, які оснащені програмним управлінням. Останні більш зручні у використанні.
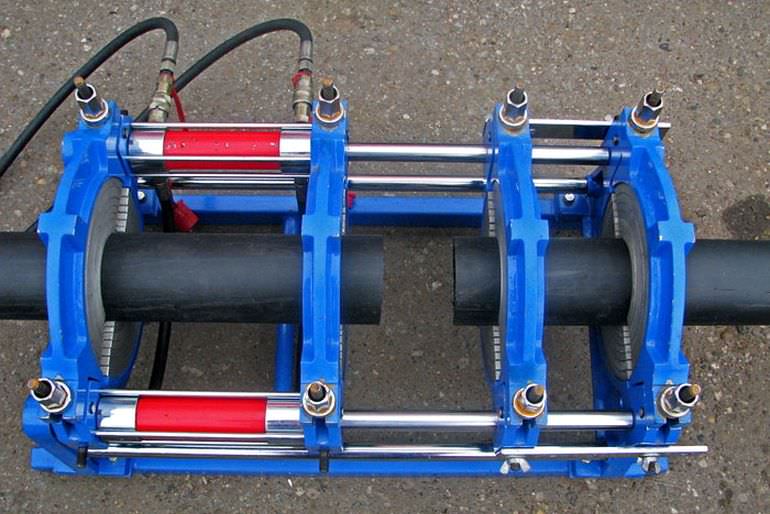
Апарати для стикового зварювання мають стандартну конструкцію. Вони в обов’язковому порядку включають такі складові: центратор, торцеватель, нагрівальний елемент, редукційні вкладиші, привід.
Центратор призначений для фіксації заготовок у потрібному положенні і закріпленні з’єднуються решт поліетиленових труб. Він оснащений двома пересуваються і двома нерухомими затискачами.

Обладнання для виконання стикового зварювання використовується для з’єднання труб, виготовлених з поліетилену ПЕ100, 100+, ПЕ 63 і ПЕ 80. Такі апарати використовуються вже понад 50 років
Торцеватель дозволяє обробити зріз так, щоб кінці двох деталей повністю стикалися. За правилами допускається зазор не більше 0,05 см для середніх і малих по діаметру труб.
Для виробів великого розміру дане значення збільшується до 0,07 див. Якщо після першої обробки при стикуванні зазор більше встановленого нормативу, тоді знову застосовують торцеватель.
Нагрівальний елемент має вигляд пластини, покритої тефлоном. Він повторює форму труби. Привід зближує і з’єднує нагріті і розплавлені стики двох виробів. Редукторні вкладиші перешкоджають деформації виробу.
В автоматизованому обладнанні є блок керування, оснащений кнопками. Такі апарати забезпечують простоту і точність зварювального процесу. Це дозволяє виключити ймовірність допущення помилки.
Достатньо лише правильно розташувати дві труби, які треба з’єднати, і натиснути на відповідну кнопку. Сучасне обладнання відрізняється високою продуктивністю, але коштує дорого.
Створення необхідних умов
Технологія стикового зварювання методом оплавлення у використанні нескладна. Але застосовувати її можна далеко не у всіх випадках. Важливо виконання ряду умов.
Стикова зварювання можлива лише щодо труб, які виготовлені з одного виду поліетилену і які мають однаковий діаметр. Товщина стінок виробу не повинна бути менше 0,5 див. Виконувати роботу допустимо лише при певному температурному діапазоні: від -15 до +45 градусів.

Дуже важливий температурний режим для проведення стикового зварювання. Від нього залежить результат роботи. Простіше домогтися створення оптимальних умов для виконання зварювальних робіт в приміщенні
Реалізовується метод стикового зварювання лише, якщо є можливість надійно зафіксувати і притиснути один до одного кінці з’єднуються труб. При наявності спеціального апарату з цим проблем не виникає.
Підготовка поліетиленових труб
Щоб отримати якісний, герметичний і естетичний шов при з’єднанні поліетиленових труб зварних стикових методом потрібно спочатку підготувати вироби. Слід перевірити овальність поліетиленових трубопроводів. Рекомендується порівняти товщину стінок. Вона повинна бути однаковою.
Також вироби варто підготувати механічно. Для цього застосовують обрізку, фрезерування. Це дозволить з’єднати труби у потрібному положенні.
Рекомендується використовувати электроторцеватель. Він зробить обрізку труби під потрібним кутом. Важливо, щоб краї заготовок були рівні і повністю стикалися один з одним.

Не можна пропускати етап очищення труб, навіть, якщо вони нові. При транспортуванні і зберіганні на виріб осідає пил. Наявність частинок бруду зробить зварювальний шов неакуратним і негерметичних
З поверхні деталей необхідно видалити забруднення – пил, бруд і т. п., вологу. Для цього може знадобитися дві м’які, сухі ганчірки, спеціальний миючий засіб.
Проведення стикового зварювання
Зварювання встик шляхом оплавлення і наступного з’єднання двох деталей своїми силами краще проводити в автоматичному режимі. Це забезпечить отримання бажаного результату.

Якщо використовується механічне зварювальне обладнання, то краще працювати з напарником. Це дозволить виконати всі нормативи часу на кожному етапі процесу, домогтися отримання якісного і надійного шва
Незалежно від того, автоматичне або механічне обладнання використовується для проведення стикового зварювання, алгоритм дій буде однаковим.
Процес виконується в наступній черговості:
- розташувати дві труби, які треба з’єднати зварюванням, в центраторе і закріпити їх. Між виробами має бути відстань близько чотирьох сантиметрів;
- зняти фаску і провести зачистку виробів;
- кінці трубопроводів одночасно нагрівати зварювальним дзеркалом. Поліетиленовий матеріал зазвичай розплавляють на 2 мм. Це відбувається досить швидко;
- акуратно прибрати нагрівальний елемент;
- щільно з’єднати нагріті стики трубопроводів і зафіксувати їх в такому положенні;
- витримати під тиском.
У результаті повинно вийти рівне герметичне з’єднання із зовнішнім наплавленням в області шва.
Час на виконання процесу
На зварювання поліетиленових труб оплавленням з подальшим стыкованием може йти різну кількість часу. Багато залежить від зовнішнього діаметра заготовок. Чим він більше, тим довше нагрівається і остигає матеріал, тим більше часу дається на з’єднання.

Перед тим, як починати стыковую зварювання, треба уважно прочитати інструкцію з експлуатації обладнання. В іншому випадку, при використанні апарату можуть виникнути питання. Кожен етап зварювання стиковим методом (нагрівання, з’єднання, витримка під тиском) повинен проводитись у відповідності з встановленими нормативами часу. Якщо, приміром, занадто довго не стикувати нагріті кінці труб або занадто рано прибрати фіксатор, тоді вся робота піде нанівець
Для отримання міцного, герметичного і акуратного шва важливо знати, скільки потрібно нагрівати кінці труб, витримувати зістиковані вироби. Подібна інформація наведена нижче у таблиці.
| Діаметр трубопроводу в сантиметрах | Час на нагрівання решт заготовок в секундах | Час, який відводиться на з’єднання в секундах | Час на охолодження стикованих труб та отримання надійного шва в хвилинах |
| 11,0 | 50 | 12 | 8 |
| 9,0 | 40 | 11 | 8 |
| 7,5 | 30 | 10 | 8 |
| 6,3 | 24 | 8 | 6 |
| 5,0 | 18 | 6 | 4 |
| 4,0 | 12 | 6 | 4 |
| 3,2 | 8 | 6 | 4 |
| 2,5 | 7 | 4 | 2 |
| 2,0 | 7 | 4 | 2 |
| 1,6 | 5 | 4 | 2 |
Найчастіше стикова зварка застосовується щодо поліетиленових труб діаметром більше 5 см
Загальні рекомендації по зварюванню
При виконанні зварювання поліетиленових труб шляхом оплавлення дуже важливо дотримуватися інструкції. Відхід від технології може привести до перегріву матеріалу і появи внутрішнього напливу. Це буде порушувати рух рідин по трубах.
Також шов може вийти кривим, неоднорідним. У будь-якому випадку, така конструкція буде вважатися бракованої і непридатною для експлуатації.
Є ряд рекомендацій, яких потрібно дотримуватися, щоб досягти бажаного результату. Важливо, щоб стінки під час стикування не зсувалися більше, ніж на 10% їх товщини. При охолодженні матеріалу сполучені деталі повинні бути надійно зафіксовані. Час, витрачений на видалення нагрівальної пластини і стикування двох кінців виробу, повинно бути мінімальним.
Зварювання безнапірних каналізаційних труб з полімеру стикових методом проводити не рекомендується. У місці з’єднання утворюється валик, на якому можуть накопичуватися тверді частинки, приводячи до засмічення магістралі.
Зварювання труб з поліетилену встик – непросте завдання. Тільки дотримуючись інструкції і дотримуючись рекомендацій досвідчених майстрів можна буде без зайвих проблем і максимально швидко створити необхідну надійну конструкцію
Вирішивши прокладати трубопровід і проводити зварювання стиковим методом, рекомендується спочатку ознайомитись з положеннями відповідних Гостів. Ці документи містять правила, вимоги до якості робіт, продукту.
При монтажі водопровідних і газопровідних магістралей варто орієнтуватися на ГОСТ Р 55276. У ньому описана технологія стикового зварювання поліетиленового трубопроводу.
Щодо обладнання для з’єднання виробів подібним методом застосовується ГОСТ Р ІСО 12176-1.
Висновки
Порядок і особливості проведення стикового зварювання труб з поліетилену з використанням механічного апарату:
Стикова зварювання поліетиленових труб за допомогою автоматичного устаткування:
На практиці стикова зварювання поліетиленових труб своїми руками не особливо поширена. Це пов’язано з тим, що для виконання такої роботи потрібне спеціальне обладнання, певний рівень знань, навичок.
Стыковую зварювання поліетиленових труб слід проводити у відповідності з встановленими вимогами і правилами. Це забезпечить отримання якісної та довговічної конструкції. Зварювання стикових методом має свою технологію, особливості і відмінності.