
Сучасні зварювальні процеси здійснюються безліччю варіантів. Найбільшу популярність отримали електродугове зварювання електродом (MMA) і напівавтоматична зварка (MIG/MAG) у захисному середовищі, створюваної інертними газами.
Незважаючи на зручність роботи напівавтоматом, цей метод має недостатню мобільність. Громіздкий газовий балон прив’язує до постійного місця роботи. Вирішити цю проблему допоможе використання порошкового дроту для напівавтоматів.
Робота з напівавтоматичним апаратом
Напівавтоматичні зварювальні апарати давно перестали бути технічною новинкою. Вони перекочували з професійного середовища у побутову. Популярність апаратів MIG та MAG пов’язана з тим, що для роботи з ними вимоги до навичок зварника мінімальні. Знаючи правильні настройки сили струму і швидкості подачі дроту, легко отримати якісне з’єднання.
Напівпрофесійні апарати коштують недорого в порівнянні з професійними і доступні для бажаючих робити ремонт своїми руками. Але є недолік, який зводить до мінімуму використання цих пристроїв – важкий газовий балон.

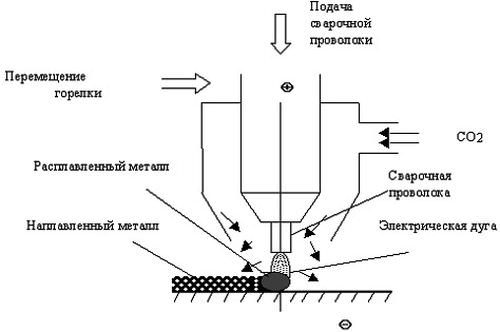
Зварювальний процес відбувається в захисному середовищі. В її якості застосовують інертні гази: аргон, гелій, вуглекислий газ. Їх вибір залежно від з’єднуваних металів. Найчастіше зварюються конструкційні марки сталей. Для них використовується вуглекислота. Вона закачується під тиском 55 атмосфер. в балон, вага якого складає більше 60 кг. Тому такий вид зварювання має ряд недоліків:
Проводити зварювання дротом без вуглекислого газу можливо, але якість з’єднання буде дуже низьким. При роботі на малих струмах дріт буде прилипати до поверхні, тому що зварювальна дуга буде нестабільна. При великому струмі буде відбуватися розбризкування зварювальної ванни, і шов буде виходити пористим.
Вихід знайдений: укласти всередині зварювального дроту для напівавтомата порошковий флюс, який, розплавляючись, буде створювати захисну середу. Така дріт за своїми зовнішніми параметрами не відрізняється від звичайної і підходить для роботи з тяговим механізмом апарату.

Переваги порошкового дроту
У яких випадках слід переходити на зварювання порошковим дротом для напівавтомата? При невеликих обсягах роботи, а також якщо апарат використовується від випадку до випадку, немає необхідності купувати газовий балон. Захисний склад флюсу з успіхом замінить вуглекислий газ. Відсутність газового обладнання дозволить використовувати апарат MIG та MAG на всіх роботах, де раніше, в силу своєї мобільності, застосовувалися інвертори MMA.

Зварювання напівавтоматом порошковим дротом дає наступні переваги:
Недоліки
Спочатку апарати MIG та MAG створювалися для роботи спільно з газовим обладнанням. Порошковий дріт для напівавтомата з’явилася пізніше. Часу на відпрацювання технології було менше, тому вона має ряд недоліків:
Форма і склад дроту
Для того щоб порошковий дріт для напівавтомата могла витримувати навантаження подаючого механізму, її переріз має кілька видів:
- просте кругле;
- з загинами всередині;
- багатошарове.

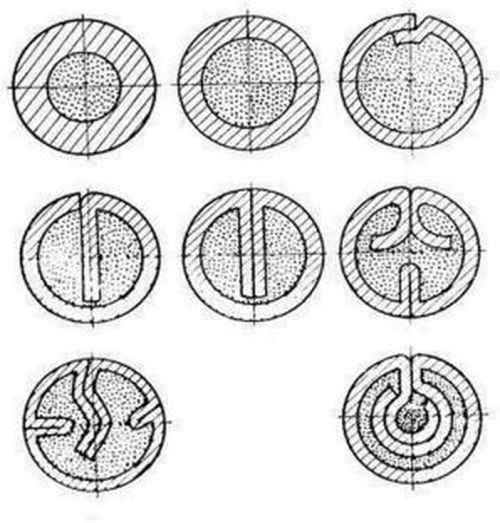
Внутрішня порожнина заповнюється флюсом, що складається з декількох речовин:
Як перевірити якість дроту
Для напівавтомата без газу порошковий дріт повинна відповідати наступним вимогам:

Відповідність цим вимогам встановлюються в процесі роботи. Є ще додаткові способи перевірки якості, які можна перевірити в лабораторії: просвічування рентгеном зварного шва, а також його випробування на розрив.
Робота з напівавтоматом
Варити напівавтоматом в середовищі вуглекислого газу простіше, ніж порошковим дротом. Другий варіант нагадує зварювання електродом в обмазці. Тут також потрібно візуально стежити за розплавленими шлаком і металом та вміти відрізняти їх один від одного. Крім цього, треба звертати увагу, щоб шлак не виходив за межі горіння дуги. Інакше він буде розтікатися перед соплом апарату і буде заважати проварювати основу.
Незважаючи на те що порошковий дріт має профіль, що зміцнює її, вона все ж менш міцна, ніж сталеві обміднений дріт. Тому її потрібно використовувати у зварювальних апаратах з можливістю регулювання притискного зусилля подаючого ролика. Крім того, в комплекті з напівавтоматом йдуть спеціальні ролики з канавкою під даний витратний матеріал.
Як отримати якісний шов
Діаметр стандартної порошкового дроту для напівавтомата 0,8 мм. Для її застосування у вертикальному і стельовому положенні потрібна більш висока кваліфікація, ніж при зварюванні з вуглекислим газом. Це пояснюється тим, що для розплавлення флюсу потрібна більш висока температура, відповідно, метал в зварному шві здобуває велику текучість і схильність до витікання з зварювальної ванни. Крім цього, стікає вниз розплавлений флюс. Тому стельовий і вертикальний шви можуть мати пори, непровари.
При роботі з флюсового дротом відбувається сильне розбризкування. Щоб наконечник зварювального пістолета не забивався постійно шлаком і розплавленим металом, його потрібно періодично обробляти силіконовим спреєм.
Новачкам складно робити гарний рівний шов. Для полегшення роботи потрібно поміняти зворотну полярність на пряму. Тобто на зварювальний держак подавати мінус, а на масу плюс. На сучасних напівавтоматах є клема з проводом, що дозволяє вручну змінювати полярність.
Висновки
На закінчення можна сказати, що основним недоліком цього витратного матеріалу є ціна. Порошковий дріт для напівавтомата без газу хороша там, де потрібна мобільність або надання зварювального шва особливих властивостей. Але якщо обсяги роботи великі, то використання обмідненого дроту в середовищі вуглекислого газу поза конкуренцією.







