На цей раз в нашій рубриці «Історії» досить незвичайна тема, яка може зацікавити багатьох гаражних майстрів. Присланий Максимом Віталійовичем Копытовым з міста Володимир звіт про виконану роботу по виготовленню апарату для точкового зварювання, вразив своєю развернутостью – кожен крок у ньому підкріплюється фотографією.
Придбання апарату для точкового зварювання – досить дороге задоволення, яке не кожному по кишені. Саме тому я вирішив кожен етап самостійного виготовлення такого обладнання зафіксувати на фото. Це не перший мій досвід складання, а тому я сподіваюся, що зможу детально пояснити навіть початківцям майстрам, як зібрати подібний агрегат зі старої мікрохвильовій печі, не витративши на це ні копійки. Отже, приступимо.

Розбираємо мікрохвильовку, демонтуємо потрібні нам деталі
Природно, основне, що нам необхідно, це трансформатор. Варто відзначити, що підійде навіть той, у якого згоріла вторинна обмотка – вона у нашій роботі зовсім не потрібна. Перевірити цілісність первинки можна за допомогою звичайного мультиметра, виставивши його перемикач на звуковий сигнал при короткому замиканні. Думаю, що якщо людина задумав самостійно збирати апарат, то з тестером він вже точно знаком.
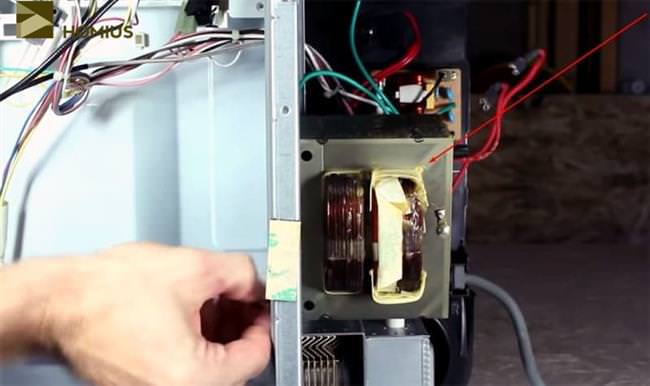
Демонтуємо зі старої мікрохвильовій печі високовольтний трансформатор
Відкрутивши 4 гвинта, витягуємо трансформатор. Якщо його поставити на платформу, то виявиться зверху вторинна обмотка, яка нам не потрібна. Її легко визначити по що йде від неї червоним проводах. Їх, до речі, можна відразу відкусити.
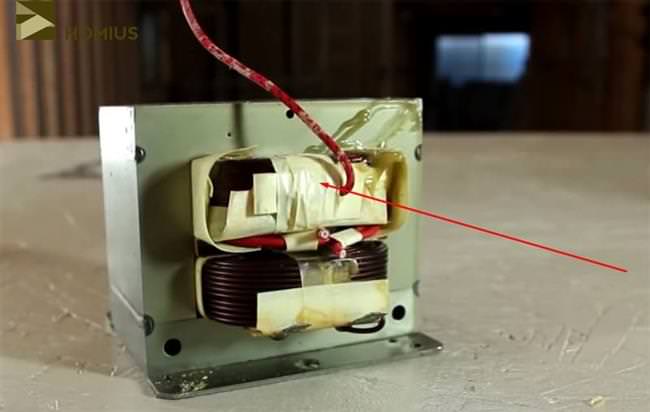
Зверху знаходиться вторинна обмотка, яку треба прибрати
Розбираємо трансформатор: алгоритм дій
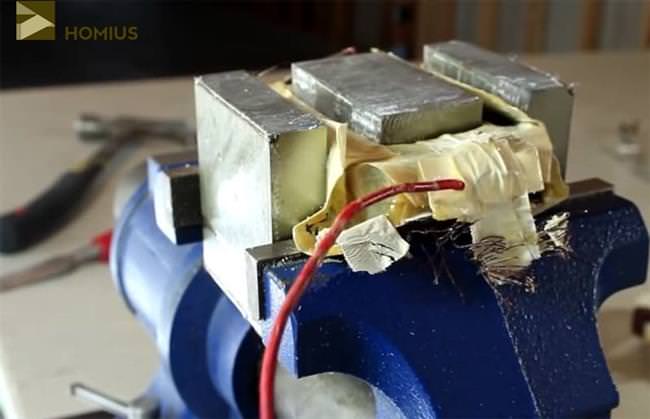
Тепер знадобляться лещата і болгарка з відрізним диском або, на худий кінець, ножівка по металу. По боках будуть чітко видні зварювальні шви. Наше завдання: затиснути трансформатор в лещата так, щоб один з двох швів опинився зверху, і розпиляти точно за нього. З цією роботою впорається будь-який, тому зациклюватися на ній не будемо.

Акуратно распиливаем трансформатор рівно по шву
Другу сторону пиляти не обов’язково. Досить загнати в подпиленный шов зубило – друга сторона відламана сама. Далі, дуже акуратно дістаємо первинну обмотку (вона тепер опинилася зверху). Тут головне – не пошкодити ізоляційний лак. Первинна обмотка нам буде потрібна в подальшій роботі.

Якщо при демонтажі пошкодити ізоляційний лак, первинна обмотка стане марним для подальшого використання
А ось з вторинною обмоткою можна не церемонитися, вона не використовуватиметься. Але, все ж, варто бути уважним при її отриманні. Адже при занадто грубою роботі можна пошкодити серцевину, а це нам абсолютно ні до чого. Тому, якщо є необхідність постукати по сердечникові, краще використовувати гумову киянку. Справа в тому, що при ударі простим молотком сердечник помнеться, після чого встановити первинну обмотку на нього навряд чи вийде.
Прибираємо вторинну обмотку – нам вона більше не знадобиться
Підготовка сердечника до зворотного збірці
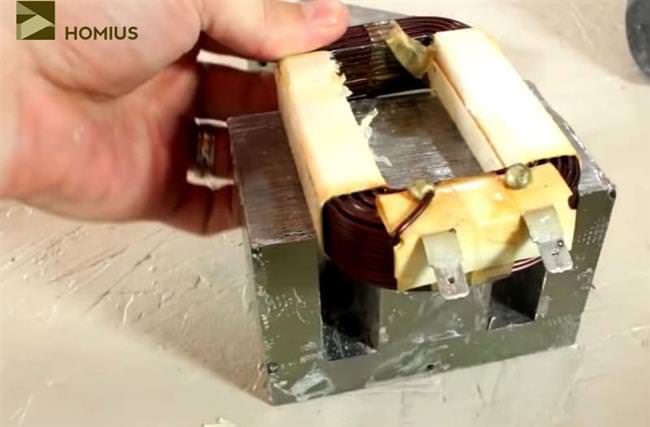
Перш ніж приступати до зворотного складанні, необхідно ретельно очистити сердечник від старого лаку та клею. Чим акуратніше буде виконана ця робота, тим простіше на місце встане первинна обмотка. До того ж, старий лак може при складанні її пошкодити.

Очищений і підготовлений до зворотного збірці сердечник
Приступаємо до збірки понижуючого трансформатора для апарату точкового зварювання
Першим ділом акуратно встановлюємо первинну обмотку на місце вторинної. Якщо вона сідає досить туго, не варто прибирати склотканина з жил (в рідкісних випадках це може бути папір). Це загрожує пошкодженням ізоляційного лаку. Краще трохи постукати прямо по обмотці тієї ж гумовою киянкою (тільки без фанатизму). Якщо і це не допомагає, значить, з сердечника не до кінця очищений старий лак і клей.
При установці первинної обмотки потрібно бути гранично акуратним
Вибираємо кабель для вторинної обмотки трансформатора
Коли первинна обмотка встала на місце, необхідно підібрати товстий гнучкий мідний кабель для вторинної. Ідеально підійде шматок зварювального кабелю в товстій ізоляції. Такі можна знайти в «запасниках» гаражів. Вони проводилися раніше. Зараз ізоляція зварювальних кабелів дуже тонка. Але при відсутності старого, можна використовувати і такий.

Це вже готовий відрізок зварювального кабелю, який я використовував при складанні
А ось в обтиску наконечників буде полягати основна складність. Для цих цілей використовується досить великий кримпер, який часто можна знайти лише на виробництві. Тут доведеться звертатися до фахівців. Запам’ятайте, що ні в якому разі не можна обжимать наконечники за допомогою молотка і зубила. По-перше, таке з’єднання буде ненадійним, а по-друге, нещільний контакт при високих струмах дасть дуже сильний нагрів, в результаті чого апарат може просто вибухнути.

Виробничий кримпер – найкращий варіант для обтискача наконечників
Укладаємо саморобну вторинну обмотку
Укладаючи зварювальний кабель, майте на увазі, що витки (їх має бути всього два) повинні лежати щільно. Від цього також залежить величина нагріву вторинної обмотки в процесі експлуатації. Але найчастіше подібний кабель нещільно укласти не вдається – не дозволяє простір, що залишився.

Акуратно укладаємо два витка зварювального кабелю – це і буде вторинна обмотка
Приступаємо до остаточної зборки понижуючого трансформатора для точкового зварювання
Тепер потрібно поставити на місце платформу, яка була отпилена, і затиснути вихідний трансформатор в лещата для більшої щільності зіткнення металу сердечника. Зворотне з’єднання можна зробити за допомогою тієї ж зварювання. У мене, на момент складання, сварочніка не було, а тому я скріпив деталі сердечника, проклавши по контуру шар епоксидного клею. Вийшло не гірше.

Сдавив платформу і сердечник в лещатах, промазуємо шви епоксидним клеєм
Проміжна перевірка трансформатора перед початком складання апарату
Настав час перевірити, що вийшло. Для цього на наконечники первинної обмотки потрібно подати напругу 220 в, а з вторинної обмотки мультиметром знімаємо напругу, виставивши перемикач в режим перерви. В моєму випадку вийшло, що напруга на вторинній обмотці одно 2,106 ст. Провівши нехитрі обчислення, можна визначити, що при такому сильному зниженні напруги, сила струму зросла приблизно до 800 А. Такі показники практично ідеальні для гаражного апарату контактного зварювання.

Мультиметр показав, що ми досягли бажаного результату
Приступаємо до виготовлення корпусу апарату і контактних кліщів
Матеріалом для виготовлення як самого корпусу, так і контактних кліщів була обрана деревина через простоти обробки. Спочатку я виміряв по ширині дошку для підстави, стінок і кришки, яка закриє трансформатор і всі дроти. Тут для кожного випадку розміри будуть індивідуальні, але занадто маленьку коробку, щоб уникнути перегріву устаткування, робити не варто.

Відміряємо і отпиливаем дошку по необхідним розмірам
Також були відрізані два бруски, які будуть використані в якості кліщів. Всі деталі я обробив фрезою, шліфмашинки, після чого склав їх так, як буде надалі.

Ось приблизний макет того, що повинно вийти
Але зовнішній вигляд все ж повинен бути належним, тому я пофарбував всі деталі, за винятком брусків, у чорний колір. Для кліщів був обраний жовтий

Забарвлення додасть кінцевого виробу естетичний вигляд
Настав час продовжити розбирання старої мікрохвильовки. Від неї нам знадобляться наступні деталі:
- мережевий шнур;
- контактні проводи;
- ручка дверцят;
- кінцевий вимикач.
До речі, ручку також бажано пофарбувати в чорний колір.

Ці деталі від мікрохвильової печі нам знадобляться
Виготовлення контактних електродів
Їх краще всього робити з мідної жили перетином 8 мм2 (або товщі). Саме мідь не буде прилипати до сталі і дасть потрібний нам ефект. Для цього відрізаємо від прутка два шматки завдовжки по 3-4 див.

Ріжемо мідний пруток на окремі шматки, які послужать електродами
Збірка коробки і комутація
Тепер необхідно підібрати основний автомат, через який буде здійснюватися подача напруги. Для цього підійде однополюсної АВ на 15 А. І ось тепер вам напевно стане зрозуміло, чому я не зациклювався на розмірах деталей нашої коробки. Під кожен автомат потрібна різна отвір в задній стінці. У мене виявився АВ, який рідко у кого може просто валятися в гаражі (брат працює електриком).

Ось такий автомат був встановлений мною. У вас він може відрізнятися
Через автомат необхідно пустити один з проводів (фазу або нуль). Який з них – неважливо. Адже в різних розетках схема зібрана по-різному. Вихід з автомата пізніше буде підключений до одного з контактів первинної обмотки. Сам же мережевий фільтр фіксуємо в прорізі задньої стінки.

На даному етапі складання наша конструкція виглядає ось так
Тепер настала черга установки трансформатора. Його потрібно закріпити якомога ближче до двох коротких відрізках бруска, які поки виглядають як ніжки. Якщо подивитися на фото нижче, то за нього скажу наступне: вже можна загорнути фіксуючі шурупи, але не всі. Залишаємо порожнім праве нижнє отвір – воно нам ще придасться.
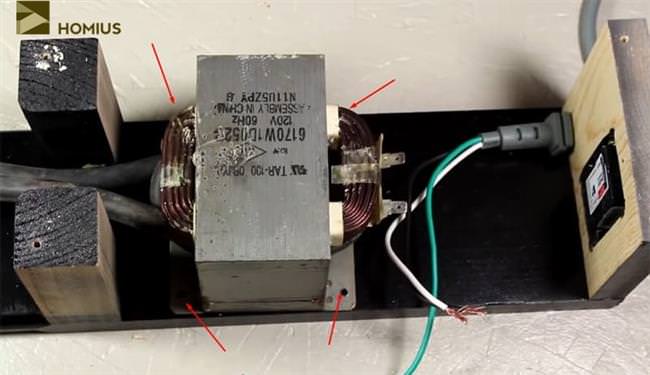
Кріпимо на місце понижуючий трансформатор
Останнім шурупом фіксуємо контакт проводу заземлення. У будь-якому мережевому кабелі це жила світло-зеленого або жовто-зеленого кольору.

Закручуємо останній шуруп, заземляючи при цьому сердечник
Комутація кінцевого вимикача: повне підключення первинної обмотки
Ми вже розібралися, що один з контактів первинної обмотки підключається до контакту виходу з автомата. У нас залишилася ще одна жила мережевого кабелю. Її необхідно підключити до другого контакту первинної обмотки, але не безпосередньо, а через кінцевий вимикач, подовживши при цьому провід. Кінцевик буде служити кнопкою миттєвої подачі напруги на електроди.

Підключаємо кінцевий вимикач, який згодом буде закріплений на рукоятці кліщів
Залишається акуратно розмістити дроти всередині і прикрутити верхню кришку з ручкою. Вона полегшить транспортування нашого обладнання. Перед укладанням проводки обов’язково переконайтеся в якості ізоляції всіх з’єднань.

Прикручуємо на місце кришку з ручкою і акуратно укладаємо проводку всередині коробки
Виводимо кінцевий вимикач назовні разом з кінцями вторинної обмотки і встановлюємо бічні стінки. На цьому складання коробки завершена. Нам залишається лише зібрати і встановити кліщі з контактними електродами.

Кріпимо стінки коробки і переходимо до кліщів
Виготовлення та кріплення кліщів з контактними електродами
Для початку просвердлимо по одному отвору в торцях брусків – тут будуть кріпитися контактні електроди. Для їх фіксації використовуємо товсті саморізи.

Свердлимо отвори в брусках під саморізи
Нижній брус кріпимо до платформи парою шурупів, а верхній робимо рухомим. Для цього прокладаємо між ними рейки, свердлимо в бічній стінці отвір і прикручуємо верхній брусок кліщів довгим гвинтом.
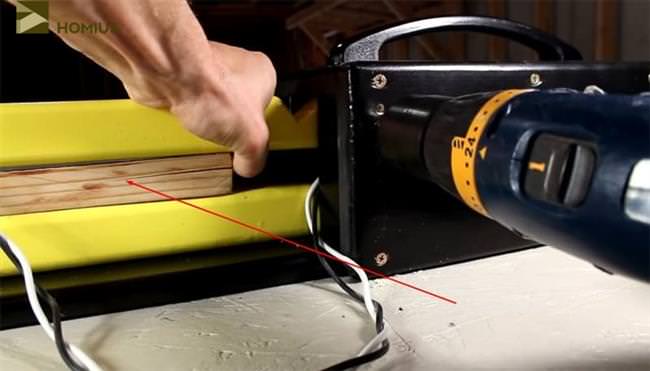
Рейки між брусками призначені для обмеження відстані по висоті
Кріплення контактних електродів до брусків
Для цих цілей знадобляться спеціальні мідні контактори. Якщо їх знайти неможливо, то доведеться купувати. Але це буде єдиною витратою коштів на виготовлення апарати для контактного зварювання. У них затискаються відрізані нами частині прутка, а самі контактори разом з наконечниками вторинної обмотки фіксуються саморізами в отворах з торців брусків, один зверху, другий знизу. Електроди при цьому спрямовані один на одного. Ось як це виглядає.

Підсумковий результат – електроди закріплені на кліщах
На верхньому бруску кріпиться і кінцевий вимикач.
Останній штрих: натягуємо гумку між корпусом і верхнім бруском. Вона буде підтримувати кліщі у відкритому положенні.
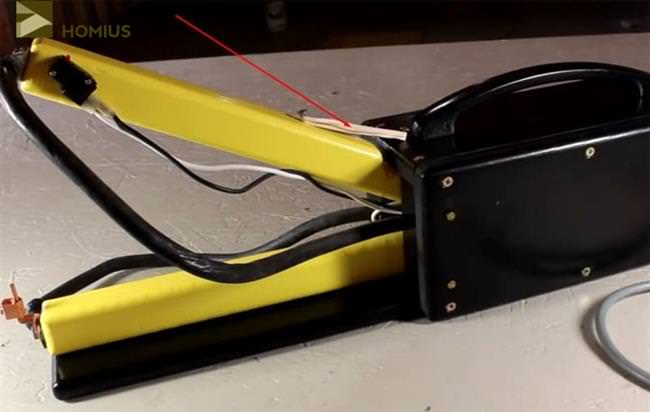
Ось який апарат у нас вийшов
Перевірка готового апарату на працездатність
Тепер включаємо апарат для точкового зварювання в мережу, при цьому автомат повинен бути відключений. Я взяв для перевірки дві звичайні шайби. Перемикаємо вступної АВ у положення «вкл.» і стискаємо дві шайби між собою електродами. Залишилося лише натиснути на кнопку кінцевого перемикача і результат стане видно практично миттєво.
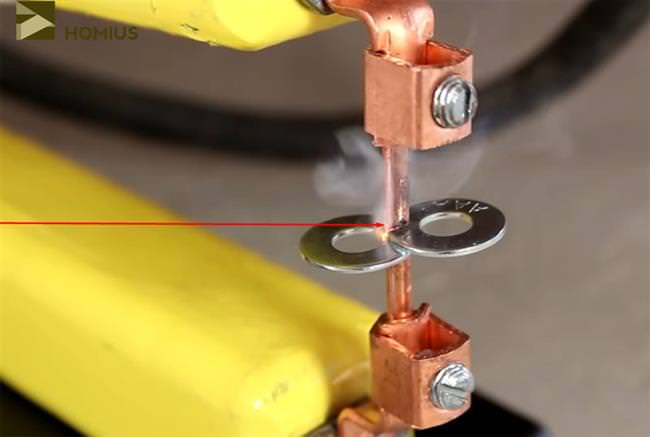
Перша перевірка пройдена на відмінно
Тепер перевіримо міцність зварювання. Кілька шайб були зварені подібним чином при утриманні кнопки кінцевого вимикача не більше трьох секунд. Отримане з’єднання вдалося розірвати з дуже великою працею за допомогою лещат і плоскогубців. Результат вражає.
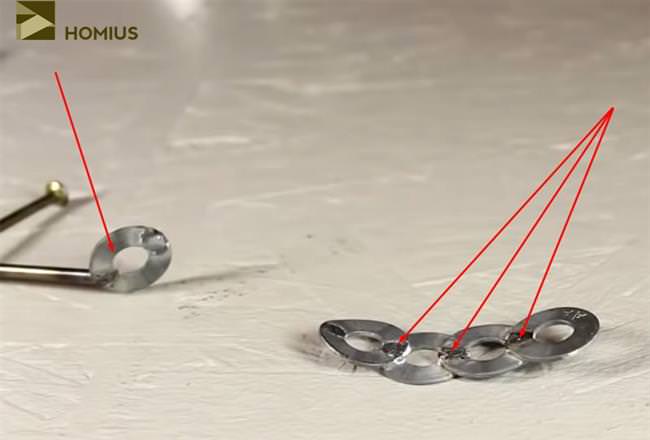
Міцність зварних з’єднань сумнівів не викликає
Що ж у підсумку
Можна сказати з повною упевненістю, що на складання подібного агрегату навряд чи піде більше ста рублів. А от користі він може принести предостатньо. Враховуючи те, що в збірці апарату для точкового зварювання особливо складного нічого немає, а пристрій заводського виробництва не кожному по кишені, думаю, це непоганий варіант.
Дуже сподіваюся, що моя інструкція була викладена доступною мовою і зможе допомогти початківцям (і не тільки) майстрам в роботі. Прошу залишити свої коментарі, висловити особисту думку про зміст і ясності статті.
Редакція запрошує домашніх майстрів і умільців стати співавторами рубрики «Історії». Корисні розповіді від першої особи будуть опубліковані на сторінках нашого онлайн-журналу.